

COST SOLUTIONS CO.,LTD


Computational tools
Related Videos
PROVIDING THE KILN OUTLET SEALS
PROVIDING THE KILN OUTLET SEALS
INTRODUCTION
DAL Makina Tasarım is a part of Dal Engineering Group (DEG), who is providing turnkey projects with his group companies and giving engineering services to different industrial sectors in all around the world. DEG provides solutions, including procurement of the equipment & machinery, engineering, erection, automation and all electrical works, raw materials, for cement, mineral, energy, environment and recycling industries. Cost Solutions Company represents DAL to supply sealers in Viet Nam. With the most advanced and modern techniques, we ensures that bringing the sastisfied to customers.
TECHNICAL DESCRIPTIONS

1. DESIGN OBJECTIVES
The goal was to manufacture a seal implementing simple mechanical solutions to meet the following objectives:
*Provide effective leak tightness around the kiln dischargsse hood to prevent cold air ingress or release of hot gases and particles,
*Improve cooling of the nose ring refractory plates (optional),
*Improve pressure stability in the kiln,
*Allow installation on existing kilns without modifying the kiln shell or the discharge hood.
2. DESIGN FEATURES
2.1 Leak tightness
Graphite plates are installed to form a static barrier between the discharge hood and a circular bearing race rotating with the kiln. Friction wear of the graphite plates on the bearing race diminishes after the startup period. The service life of the graphite plates is 3 years or longer on some seals.
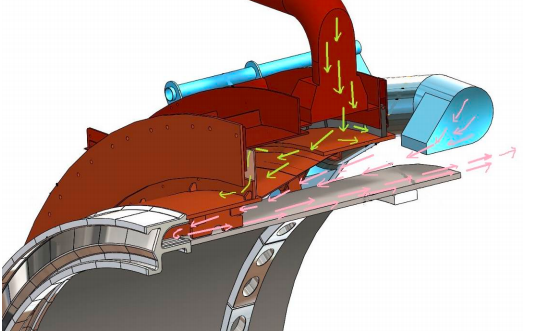
2.2 Nose-ring cooling
A continuously operating high-capacity fan is used to cool the shell and nose ring refractory plates. The fan volume is isolated from the discharge hood to prevent air from entering the kiln.
2.3 Temperature regulation
Temperature regulation is provided inside the casing to extend the service life of the graphite plates by maintaining the temperature below the graphite oxidation threshold by the means of a low pressure fan (maximum 60 mm H2O).
The air flow is regulated by opening or closing a valve on the connecting line between the seal and the fan.
The temperature in the casing is monitored by a pyrometer sensor that supplies a control signal to the regulator.
2.4 Back pressure
A side-effect of the temperature regulating fan is to maintain a back pressure in the discharge hood. This enhances kiln operation, by allowing the possibility of working at a slight positive pressure in the discharge hood, therefore, increasing productivity and decreasing calorific consumption.
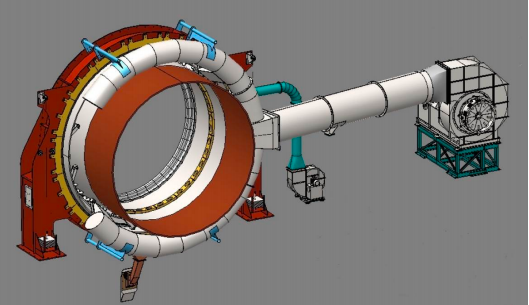
3. DESCRIPTIONS
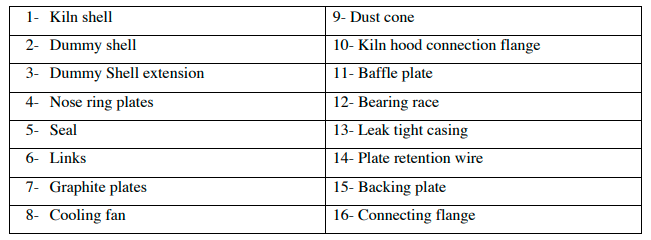
3.1 Bearing race
A circular bearing race (mark 12); (20 mm thick) is installed concentric with the kiln centerline. The race is mounted on the kiln shell using links (mark 6).
3.2 Connecting cone
A light-gauge sheet metal cone (mark 3) is welded to the tapered end of the dummy shell to ensure leak tight separation between the cooling zones.
3.3 Casing (mark 13)
The self-supporting fixed casing, generally delivered in three sub-assemblies, rests on two legs. The casing comprises:
- An inlet flange bolted or welded to the kiln discharge hood (the assembly method is determined at the design stage depending on the type and layout of the discharge hood, even with removable hoods);
- A graphite plate guiding flange;
- A graphite plate retaining ring;
- A casing with access panels, a regulating air inlet, a dust recovery hopper, and a double flap valve for dust removal without cold air ingress.
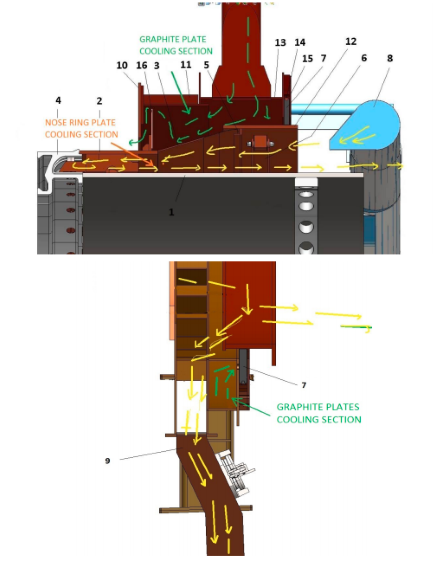
3.4 Graphite plates (mark 7)
The seals comprises between 95 and 105 graphite plates 40 mm thick. The graphite plates are arranged symmetrically and are interlocking to enhance their leak tightness.
At the top of each plate, a grooved metal insert supports the cables to prevent friction wear.
Guiding stops welded to the casing inlet flange prevent the plates from rotating.
The plates are held in contact with the bearing race by metal cables and counterweights.
The upper cable restrains about 40 % of the plates, while the others are secured by the lower cable.
The casing includes a threaded support rod for installation of each lower plate to ensure safety in the event of a cable failure.
The counterweight tension is adjusted on installation.
3.5 Nose-ring cooling
The nose-ring is cooled by a high capacity fan (e.g; fort he kiln with 5 m diameter, 59000 m3 /h, 300 mm H2O static pressure).
A circular manifold mounted on the seal casing includes from 4 to 6 air nozzles depending on the kiln and on the fan airflow rate. The objective is to obtain an air velocity exceeding 50 m / s from each nozzle.
The price of this option includes a cooling air duct approximately 10 m long between the fan and the distributor manifold.
3.6 Graphite cooling
The graphite plates are cooled by a continuously operating low capacity fan (for the kiln with 5.0 m diameter, 6000 m3 /h, 60 mm H2O static pressure).
The airflow rate is regulated according to the casing temperature.
The temperature probe and a measurement signal converter supplies a 4 – 20 mA signal to a regulator controlling an electro-pneumatic actuator installed directly on the butterfly valve at the fan outlet.
Control is ensured by clean, dry compressed air at a pressure of 7 bars.
The standard air duct from the fan to the air inlet (generally located at the top of the casing) is about 10 meters long.
4. ASSEMBLY AND ERECTION
The assembly and erection is performed by a team of workers chosen and under the control of the end customer. The team should include: 1 foreman, 3 to 4 welders-fitters including a very competent welder.
All the necessary equipment: individual tools, welding equipment, air compressor, blowtorch, lifting equipment, Handling equipment.
Articles
- KILN UPSET CONDITIONS AND SUPPORT SERVICES (31.10.2020)
- PROVIDING THE KILN INLET SEALS (30.10.2020)
- PROVIDING AIR BLOWER FOR INDUSTRIES (07.02.2020)
- SUPPLY FABRIC FILTERS FOR INDUSTRIES (14.11.2019)
- PROVIDING AIR BLASTER FOR INDUSTRIES (11.11.2019)
- (09.11.2019)








