

CÔNG TY TNHH COST SOLUTIONS


Công cụ tính toán
Video liên quan
Kiểm toán máy nghiền bi
Tại sao phải kiểm toán máy nghiền bi?
Kiểm toán máy nghiền bi là khảo sát, đo đạc, kiểm tra hoạt động của máy nghiền bi ở thời điểm hiện tại của các nhà máy xi măng, nhằm khắc phục những sự cố, cải thiện để tăng năng suất và giảm tiêu hao năng lượng trong quá trình sản xuất.
Dưới đây là một ví dụ thực tế về chương trình kiểm toán máy nghiền bi cho một nhà máy nghiền than.
Sau khi chúng tôi thực hiện các đo đạc, kiểm tra thì nhận thấy máy nghiền than hoạt động bình thường với năng suất 3t/h với than Indo chất bốc cao. Do có yêu cầu chuyển sang sử dụng than anthracite của Việt nam, nhà máy đã yêu cầu thay đổi cấp phối bi để có thể nghiền than anthracite.
Tình trạng máy nghiền:
Máy nghiền một ngăn sử dụng gió nóng từ đầu lò để sấy than. Việc khảo sát máy nghiền được thực hiện trong vòng 5 ngày. Trước khi thay đổi cấp phối, mức đổ đầy bi 23% ứng với khối lương bi là 8,6 tấn. Máy nghiền không có tấm lót phân loại bi, bi lớn và bi nhỏ trộn lẫn từ đầu vào đến đầu ra máy nghiền. Một số bi nhỏ nằm trên ống gió phía đầu vào và đầu ra máy nghiền cho thấy đã có lúc mức liệu trong máy nghiền nhiều hơn bình thường. Máng cấp liệu xả liệu trực tiếp xuống phần côn đầu vào và mép dưới của máng cách mặt côn ~0.3m.
Dữ liệu vận hành trước ngày kiểm tra cho thấy độ mịn của sản phẩm vào khoảng 0.7-1,5% sót sàng 78 micron met, cỡ hạt của than cấp vào máy nghiền là 10% sót sàng 10mm.
Dựa vào những chỉ tiêu sau khi kiểm tra đối với máy nghiền bi, chúng tôi đã đưa ra những cấp phối bi:
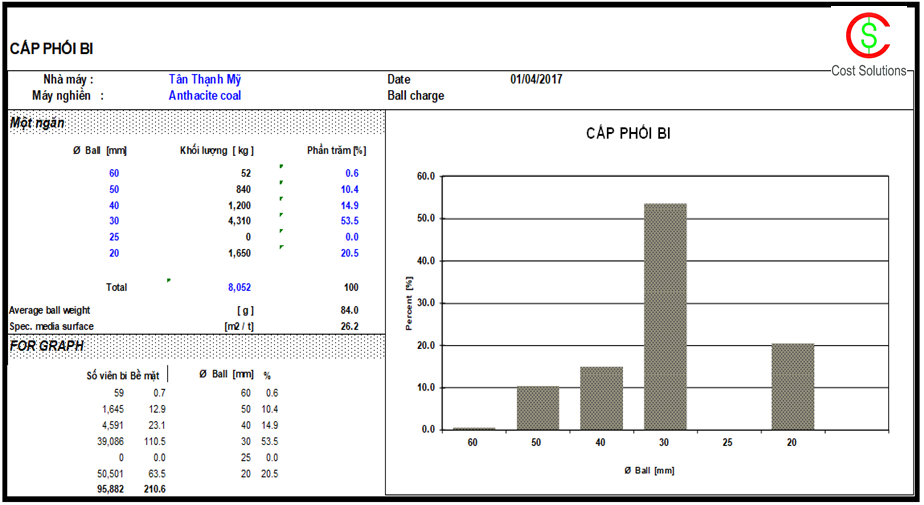
Cấp phối bi tạm thời:
Dựa trên ước lượng cỡ hạt của than nạp vào máy nghiền 10% sót sàng 10mm, cỡ bi lớn nhất cần phải có trong cấp phối bi là 60mm. Tuy nhiên do nhà máy không có sẵn bi 60, cấp phối bi tạm thời này sử dụng bi 50 thay cho bi 60.
Do yêu cầu nghiền mịn để giúp cháy tốt trong lò, cấp phối bi được lựa chọn có diện tích bề mặt riêng của bi lớn hơn so với cấp phối bi được sử dụng trước đây (từ lúc nhà máy bắt đầu hoạt động)
Tình trạng hoạt động của máy nghiền sau sau 24h vận hành khi thực hiện cấp phối bi tạm thời:
Máy nghiền than được khởi động lại sau khi phối bi tạm thời. Năng suất được giữ ở mức 3.4t/h trong ca đêm, sót sàng 1-1.2%, dòng động cơ máy nghiền trung bình 160A. Trong ngày sau đó, năng suất được nâng lên 3.6t/h, sót sàng 0.6%, dòng động cơ máy nghiền vẫn duy trì ở mức 160A.
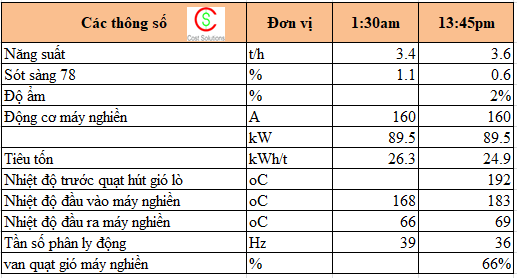
Do phểu than mịn đầy, máy nghiền được dừng đột ngột để lấy mẫu than dọc máy nghiền. Năng suất máy nghiền trước khi dừng là 3.6t/h.
Việc kiểm tra và lấy mẫu bên trong máy nghiền cho thấy:
1. Trong phạm vi 1m từ đầu máy nghiền, không có than từ bề mặt bi xuống > 200mm
2. Từ 2m đến đầu ra máy nghiền, không có than trên bề mặt bi, có than ở độ sâu ~ 200mm
3. Bi lớn nhỏ đã lẫn vào nhau, tuy nhiên vẫn thấy rõ bi lớn tập trung phía đầu máy nghiền và bi nhỏ ở phía đầu ra.
Có thể lớp than trên bề mặt khối bi đã bị gió cuốn đi do lưu lượng gió lớn được duy trì khi dừng máy nghiền. Tuy nhiên có thể thấy rằng mức điền đầy than trong khối bi là rất thấp. Điều này cho thấy quá trình nghiền tốt, cần tăng thêm năng suất không những để giảm tiêu tốn điện, mà còn giảm hao mòn bi, tấm lót, giảm nguy cơ cháy nổ do phát sinh nhiệt và tia lửa do bi đập và chà sát vào nhau, vào tấm lót nhiều hơn khi mức liệu thấp.
Hiện tượng gần như không có than trong khối bi ở khu vực 1m đầu vào có thể do vị trí của máng nạp liệu. Vật liệu có thể bị cuốn ra xa khỏi đầu máy nghiền do gió và do góc đổ của máng nạp liệu.
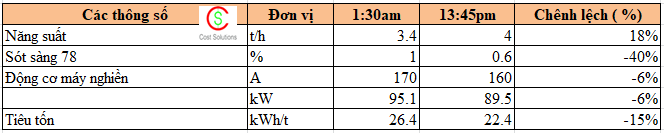
Máy nghiền hoạt động trở lại với năng suất tăng lên 4 t/h và sót sàng ~0.7%. Máy nghiền vẫn còn có khả năng chạy cao hơn 4t/h. So với trước đây, tiêu tốn điện đã giảm 4kWh/t than nghiền.
Cấp phối bi 90% lượng bi max để nghiền than anthracite
Để có thể nghiền than anthracite mà vẫn giữ được năng suất ~3.6-4 t/h, cấp phối bi 90% được đề nghị như sau:
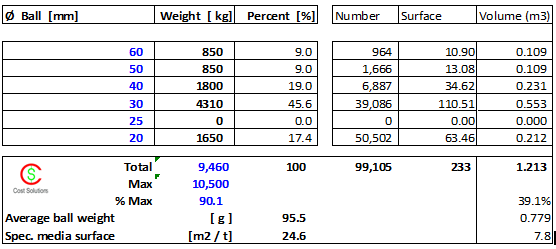
Bằng cách bổ sung 800kg bi 60, và 600kg bi 40 vào khối lượng bi hiện có trong máy nghiền. Việc bổ sung bi có thể chia làm 2 đợt.
Đợt 1: bổ sung 340kg bi 60 và 300 kg bi 40, theo dõi tình trạng máy nghiền chạy với than anthracite trong vòng 48 giờ để quyết định bổ sung tiếp bi 60 và 40 hay không.
Đợt 2: nếu năng suất thấp, hồi lưu về nhiều, sót sàng khó đạt, thì cần bổ sung thêm phần bi còn lại.
Sau thời gian chạy khoảng 6 tháng trở đi nếu không bổ sung bi, hao mòn bi sẽ làm giảm năng suất và sản phẩm khó đạt sót sàng yêu cầu hơn, dòng máy nghiền sẽ giảm so với trước đó. Nhà máy cần kiểm tra lại mức bi, tính toán lại khối lượng bi để bổ sung. Loại bi sử dụng để bổ sung là bi 60.
Ngoài ra chúng tôi còn tiến hành đo đạc kiểm tra và đưa ra các khuyến cáo cho các thiết bị khác trong hệ thống sản xuất, nhằm tối ưu hóa năng suất , tăng lợi nhuận cho nhà máy
Trên đây là số liệu kiểm toán máy nghiền bi tại nhà máy nghiền than thực tế. Qua các số liệu này, chúng ta có thể thấy được tầm quan trọng của việc kiểm toán máy nghiền và các thiết bị khác trong day chuyền sản suất để nâng cao năng suất, mang lại lợi nhuận tối đa và giảm chi phí sản xuất cho các nhà máy xi măng.
Các bài viết khác
- Cân bằng nhiệt (HBL) lò nung clinker trong sản xuất xi măng (12.11.2018)
- Bảo trì ngăn ngừa ( bảo trì phòng ngừa) (23.10.2018)
- CÔNG NGHỆ LÀM NGUỘI FONS DELTA COOLER (15.10.2018)
- DỰ ÁN CẢI TẠO GHI TĨNH VÀ NÂNG CẤP QUẠT CỦA HỆ THỐNG LÀM NGUỘI CLANH-KE ĐẦU TIÊN CỦA FONS TECHNOLOGY INTERNATIONAL TẠI INSEE VIỆT NAM (05.10.2018)
- Hội thảo Xi măng Quốc tế INTERCEM 2016 - Hanoi, Vietnam (03.08.2016)








